直线段开烘烤和除气流程
以单个直线段为单位进行烘烤,以直线段Line2为例,其他直线段类似。
Vent直线段
将闸板阀控制切换到手动模式
关闭灯丝和两个离子泵
等待半小时后,用氮气进行Vent。vent注入口可在全金属角阀外接口处包上手套,用气管注入氮气,并缓慢打开全金属角阀。直到发现手套鼓起代表内部已经为大气压。
烘烤前准备
通过全金属球阀外接泵组,接捡漏仪捡漏不漏后,开启泵组后等待半小时后可打开真空规。
将两组对射开关从直线段上取下
点击对应直线段PLC控制面板上的“EL.line2”键。注意只有当该段直线段真空优于XGS600 setpoints的”ON”值时,才能按下interlock,直线段设置为1E-5mbar。
interlock控制加热模块,从interlock灯亮起的加热控制器上取电源,图中三个控制器interlock灯亮起。不然无法达到加热模块和真空互锁的效果。注意热偶前面板的控制器要和后面板的输出线一一对应起来,可以通过插拔热偶来确定,拔掉热偶就没有温度显示。
用铝箔包裹直线段,缠加热带,用铝箔胶带固定热偶到加热带上,最后再包裹一层铝箔。加热带避免直接覆盖在视窗上。
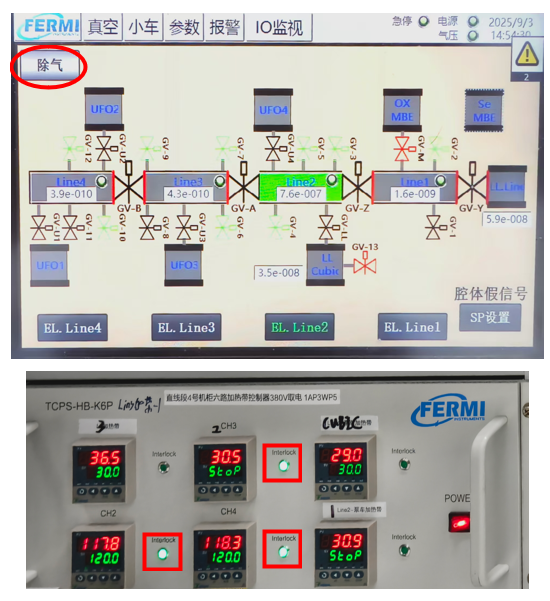
图 19 直线段烘烤
烘烤
在温控器上设置烘烤温度,升温速率和时长。建议烘烤温度为120度,升温速率小于1度/分钟。同时插上离子泵的加热开关
每天记录一次烘烤温度和气压变化,等到气压稳定后,可进行除气流程。
除气
将烘烤控制到80度时,进行除气流程。除气时点击PLC面板上左上角的“除气”键,类似于进入手动模式,这会将interlock短接。
NEG按照如下方法进行除气,并记录电流和真空的关系,结束后将NEG电流缓慢降低到0。
电流(A) |
电压(V) |
加热时间(min) |
功率 (W) |
电阻(Ohm) |
|---|---|---|---|---|
1.5 |
1.3 |
40 |
1.95 |
0.87 |
2.0 |
2.14 |
30 |
4.28 |
1.07 |
2.5 |
3.17 |
30 |
7.93 |
1.27 |
3.0 |
4.32 |
30 |
12.96 |
1.44 |
3.5 |
5.7 |
30 |
19.95 |
1.63 |
4.0 |
7.3 |
30 |
29.20 |
1.83 |
4.5 |
9.0 |
30 |
40.50 |
2.00 |
5.0 |
10.87 |
30 |
54.36 |
2.17 |
5.5 |
13.36 |
30 |
73.84 |
2.43 |
离子规两个灯丝除气
结束后降温到室温,同时拔掉离子泵加热
等到室温后,反复开启离子泵,直到离子泵开启后真空下降。
恢复
去掉铝箔和加热带
连接好两组对射开关
关闭全金属角阀,关闭泵车并将其移走。
闸板阀模式切换到自动模式