臭氧发生器操作
臭氧生长是本设备的特色,臭氧发生器的使用比较复杂且比较危险,需要操作人员严格按照步骤进行。
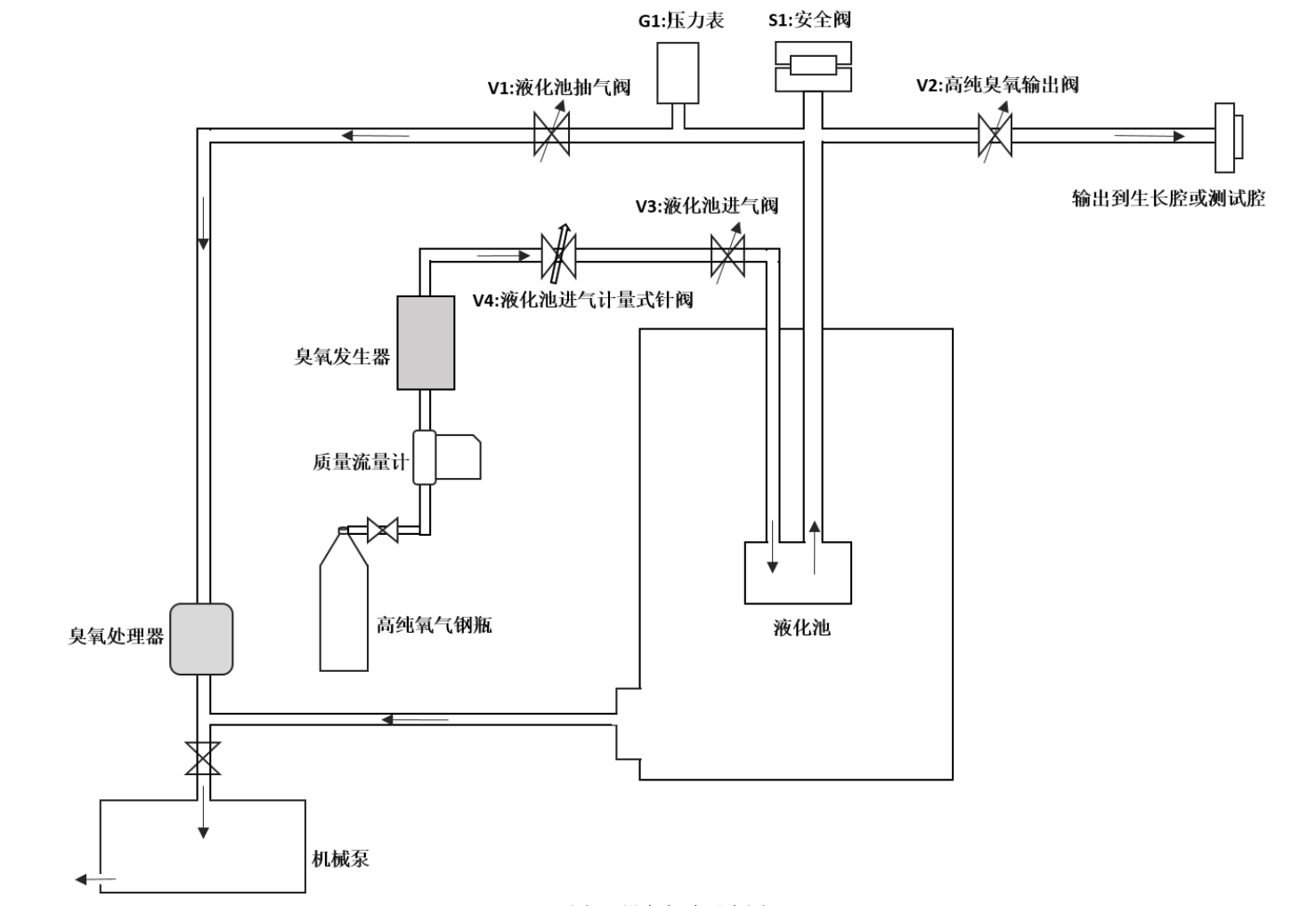
图 64 臭氧发生器
使用前的检查
检查氧气气路是否正常,气瓶气体充足与否。氧气气瓶减压阀压力是否在0.6bar左右
检查臭氧发生器气路系统,V1打开,V2,V3均关闭。臭氧机械泵工作正常,声音无异响。机械泵阀门开启,压力表-102kPa左右。注入主腔体的球阀处于关闭状态
Note
V4针阀失去调节作用,在使用过程中一直保持开启
检查系统下方P1(制冷机)、P2(反应池)、P3(流量控制)和P4(加热器)都处在关闭状态。
检查制冷机水冷是否正常,确保emergency旋钮被拔出。
准备工作
打开V2,抽气路5min;
保险起见,将OMBE主腔控制面板切换到手动模式;
关闭V2,打开靠近主腔的臭氧注射阀门;
依次打开V3、氧气气瓶主阀;
打开流量控制P3,拨动遥杆至阀控模式,设置流量为0.04-0.05SLM,洗气开始;
打开制冷P1和加热P4;
将加热P4设为95K,运行c3,这一步通常在上次结束时已经重新设置好,只需检查一下;
加热温度面板降至250K以下后,通常在上次结束时已经设到95K,只需检查一下。此时关注c1界面,也就是制冷器。先检查其设定温度是否为75K,直接c1面板点击运行开始降温。此时c1和c3同时降温,该环节需半小时左右;
臭氧制备和提纯
当c3稳定在95K,c1稳定在75K时候,此时加热器上方绿色长条led屏显示电压电流大概在7V,0.14A左右;
调节流量控制器旋钮,将氧气流量增加到0.4-0.5SLM,此时加热器功会有所下降;
将定时设置为20-30min c4,打开P2,反应正式开始,臭氧从此刻生成;(备注:此时开始到系统关闭,现场确保有操作人在旁)
臭氧制备完成后,p2自动关闭。
臭氧注入
此部分的操作原理是利用控制c3的温度来控制气压,温度越高,气压越大。
P2关闭后,关闭V2V3(一定要拧紧!),等待5-10min;
等待期间,将流量控制c2先调至最低,再拨到关闭档关闭,同时关闭氧气气路气瓶主阀;
一边关注压力表一边慢慢关闭v1(拧紧!),若气压明显上升表示v3没关紧,需要重新打开V1,并回到步骤1,重新操作至此;
V1关闭后,若压力表示数正常(小于-100kPa),保持关注主腔真空同时缓慢开启V2,正式注入臭氧;气压一般不超过5E-6mbar,如有需求联系技术员;
打开RGA,监测气体组分,扫analog和PvsT记录;
根据所需气压,缓慢提高c3(液化池)温度,一般不超过102K,观察真空度变化。
臭氧系统关闭
关闭臭氧注入阀门V2,此时主腔真空会有明显改善;
迅速打开v1,确保后续释放的臭氧被机械泵抽走;
将液化池c3温度升至115K,维持20min;
关闭V1,若此时气压表上升,那么打开v1再继续等待一会;若气压值稳定维持在-102kPa左右,则排气完成;
C1关闭,c3重新设置回95K;
关闭制冷机P1、流量控制P3和加热P4,最后打开V1。