传样
传样是基本操作, 但如果发生问题, 会带来严重的后果, 传样时保持耐心和细致, 以免发生错误。
确认传样条件是否具备
UFO 软件是否处于正常状态, 是否校零。如果出现任何报错, 通常将 UFO 伸缩臂缩底校零后可恢复。UFO 的角度和长度都是通过校零来得到的。
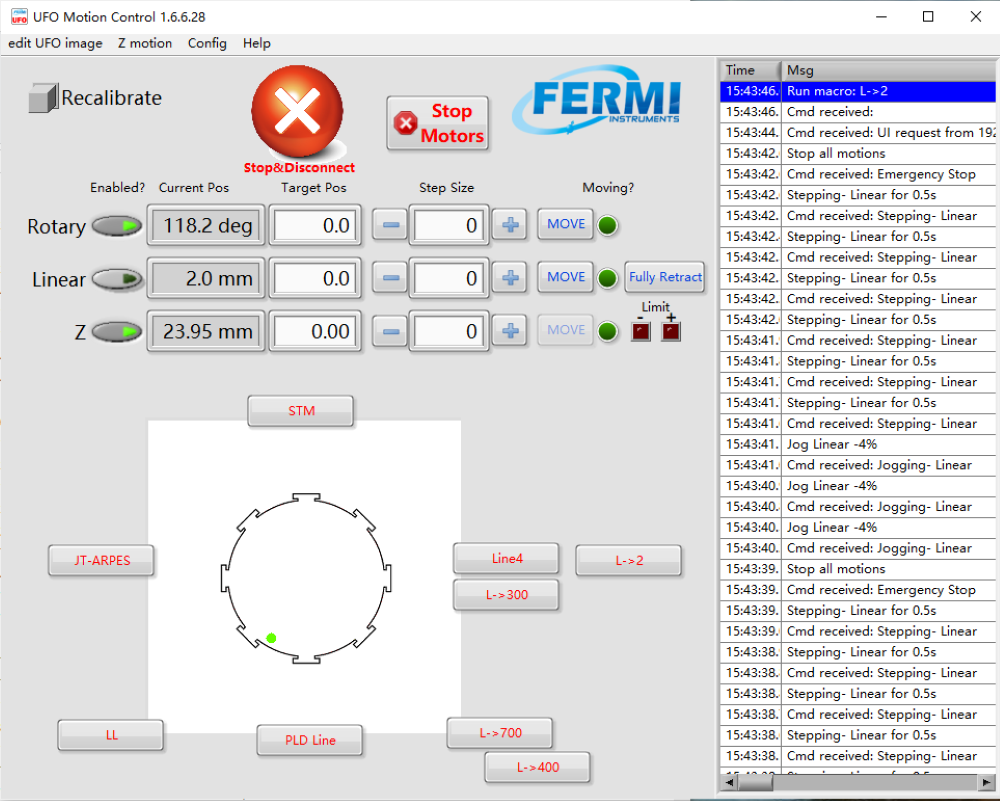
图 47 UFO软件界面
确认样品的朝向是否符合要求。
确认传样路径上的真空条件是否达到传样标准。

将样品台移动到传样位置
检查样品台状态, 应当处于开门状态, 上下螺丝松开一圈状态
检查样品台处于位置, 传样位 R = 135°, 高度 Z = 248mm。
注意: 样品台旋转移动过程中, 需注意随时整理线缆, 防止线缆被拉扯, 观察样品台上下, 防止碰撞分析器。
利用 UFO 抓取 [放入] 样品
抓取和放入两者步骤类似, 区别描述用“[ ]”表示
检查样品架是否处于预定的传样位置
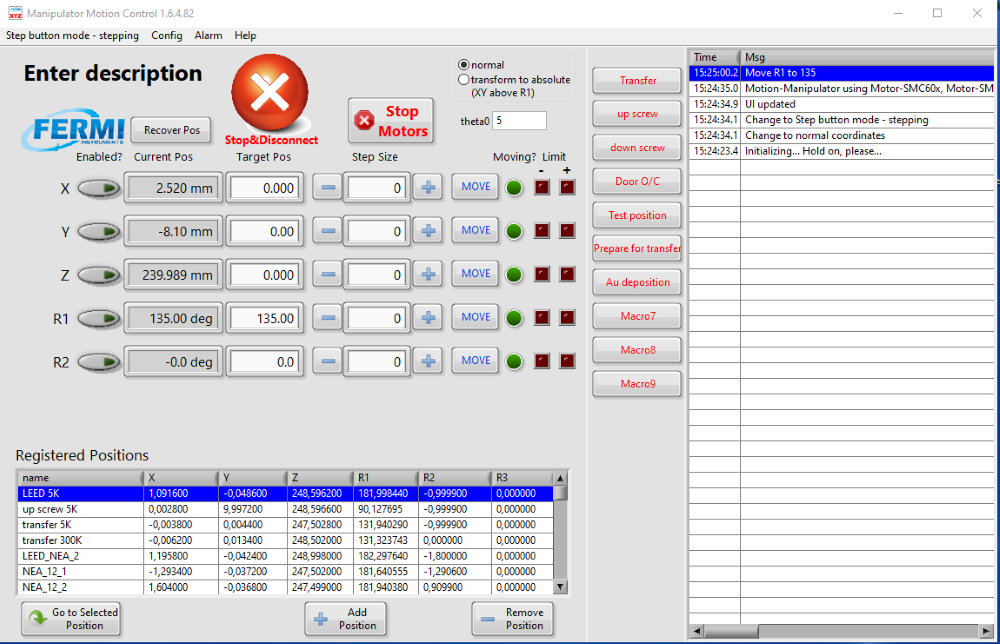
图 48 XYZ 控制器界面
检查 UFO 上的传样臂是否退回到底(逆时针到底), 打开 UFO1 对应的 Pad, 如下图所示, 打开 UFO 操作软件.如果软件打开后, Rotation、Linear 和 Z 没有显示正确的数值, 需要在 config 选项卡下重新连接(选中唯一的 IP 地址, 点击 ok)。
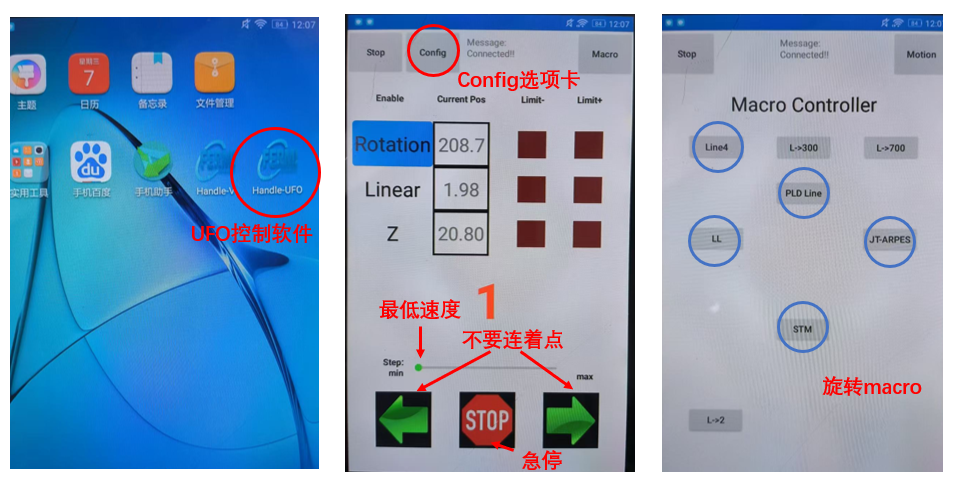
图 49 UFO pad
在 Macro 选项卡下选择对应的腔体, 点击后系统将首先将 z 方向移动到设定值, 然后开始转动。 在 UFO 处保持观察, 确认传样臂到达指定位
检查 UFO1 和对应腔体的真空, 符合传样条件时(一般真空差异 <1.5 个数量级), 保持监测真空度并缓慢打开闸板阀(如发生真空剧烈变化立刻将其关闭), 直到完全打开(到位后不要再用力)
检查传样臂是否正对腔体, 如有异常请联系技术员, 然后再次检查闸板阀是否完全打开, 并选择对应的 macro L→700 将传样臂伸长 700mm (在 Load lock 伸长时使用L→300, 伸长量为 300mm), 到位后应可观察到传样臂末端。
如下图所示, 在 Pad 上将速度调至略大于最低值, 然后使用 Pad 控制将传样臂慢慢伸入到腔体中, 靠近样品, 保持对样品架的观察以防止发生碰撞.备注: 该过程中如有阻力或发生异响, 请立刻停止并联系技术员.备注: 严禁连续点击, 否则将发生严重的过冲, 造成碰撞和损坏
微调 cw/ccw 和样品台高度(如可调)使传样臂凹槽与样品托的柄 [样品和样品槽] 对正, 视情况可微调 R1 和 R2 角度.备注: 该处难度较大, 务必耐心对准, 如有困难务必立即联系技术员
轻轻将传样臂前伸, 将样品托的柄纳入凹槽中 [将样品插入样品槽] 备注: 此处如使用软件控制, 必须逐下点击前进, 不要连续多次点击.备注: 如发现位置不正, 立即将传样臂收缩并重新执行步骤 7, 切勿强行前伸, 收缩时注意不要将样品带出.如样品会随传样臂回缩, 请联系技术员, 勿自行处理。
样品托的柄纳入凹槽后 [样品纳入样品槽后], 将移动速度调至最低, 继续逐下点击前伸传样臂, 直到锁扣扣住.到达位置后, 将有阻力产生(用软件时可见样品台受力),此时立即停止前进, 并将传样臂逐步回收, 注意观察样品是否已经抓牢; 备注: 此处如有异常请立即联系技术员
样品彻底脱离样品台后, 使用 macro L→2 将传样臂收回到底, 并关闭闸板阀


样品的锁定和松开
在 XYZ 软件点击 Macro “Up screw”后, 样品台会转动到上螺丝位, 期间注意观察线缆的情况, 防止被拉扯
待移动完全停止, 使用机械手将上螺丝固定,一般是一圈, 然后将机械手完全退回。
在软件中点击“Down screw”, 样品台会转动到下螺丝位
#. 待移动完全停止, 使用机械手将下螺丝固定, 然后将机械手完全退回。注意: 固定螺丝 的顺序必须是先上后下, 以防样品掉落.松螺丝的顺序也是先上后下.
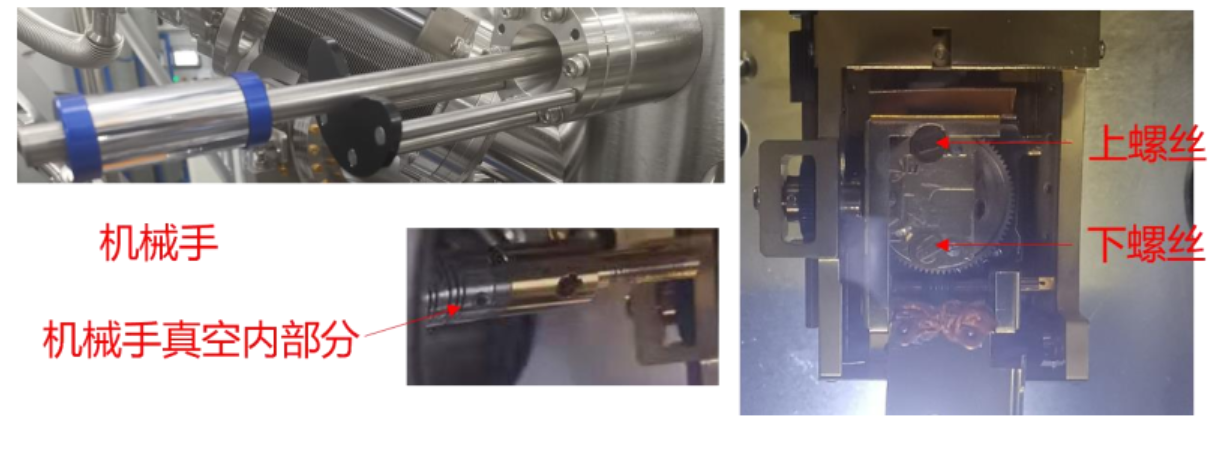
图 50 机械手和螺丝
Note
样品解离: 如样品需要解理, 使用机械手进行解理, 并在记录本上对掉落物进行记录, 以便后续维护时取出

开关门
在 XYZ 软件如图2.1点击 Macro “Door O/C”后, 样品台会转动到开关门位置, 期间注意观察线缆的情况, 防止被拉扯
待移动完全停止, 使用机械手将舱门完全关闭
测试位置
在 XYZ 软件点击 Macro “Test position”后, 样品台会下降到测试位置, 期间注意观察线缆的情况, 防止被拉扯
同时注意与分析器和紫外灯导光管(紫外灯导光管必须升起到5cm以上)是否有碰撞风险,当高度接近分析器时, 可通过摄像头观察其位置.